- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
시리즈형 고체 고주파 용접기

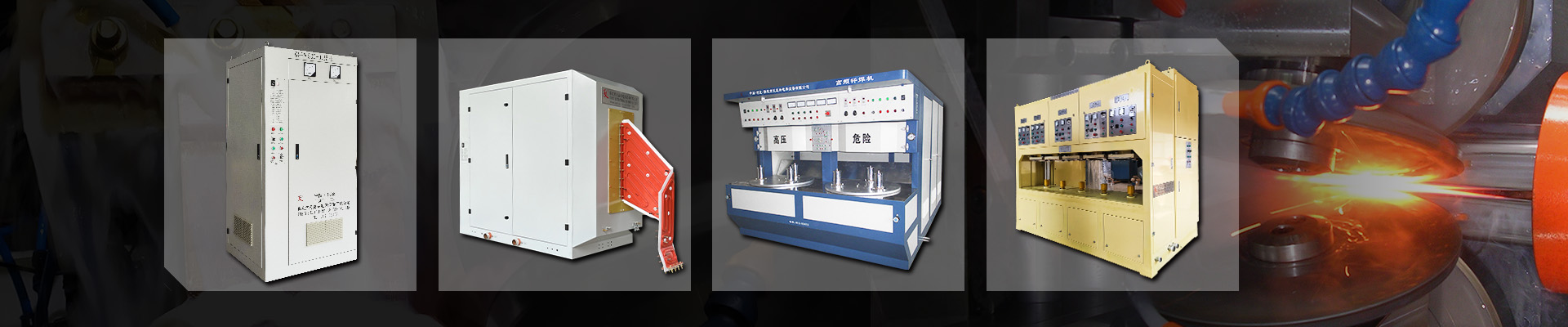
I. 작동 원리는 다음 그림과 같습니다.
사이리스터 정류기 전압 조정 기술이 채택되었으며 입력 변압기가 없습니다. 인버터 브리지는 고전압 MOS를 채택하고 탱크 회로는 직렬 공진 구조를 채택합니다.
출력 범위: 30KW~2000KW
장점:
1. 인버터 브리지 손실 펄스 기술을 사용하여 부하 임피던스를 조정할 수 있으며 전력 출력은 부하의 영향을 덜 받습니다.
2. 업계에는 더 많은 재고 장비가 있고 여러 곳에 더 많은 유지 관리 인력이 있어 유지 관리가 편리합니다.
3. 입력 변압기가 없으며 전체 무게와 부피가 작습니다.
4. 설치방법도 분리용접기와 소형용접기로 나누어지나 병렬회로에 비해 부피가 크고 재료비도 비싸다.
직렬 분리 용접기: 정류기 및 인버터의 두 캐비닛으로 구분됩니다. 일반적으로 대형 전력 장비에 적합합니다.

시리즈 소형(일체형) 용접기: 정류기와 인버터가 하나의 캐비닛에 통합되어 있습니다. 일반적으로 저전력 장비에 적합합니다.

II. 시리즈형 무접점 고주파 펄스 차폐(펄스 손실) 원리 소개
용접 파이프의 생산 속도는 여러 요인의 영향을 받습니다. 가장 중요한 요소는 용접기의 힘과 파이프 벽 두께 및 직경입니다. 파이프 모양이 동일하게 유지되면 출력이 높을수록 속도가 빨라집니다. 전력이 변하지 않은 상태에서 벽 두께와 직경이 클수록 속도는 느려집니다. 속도를 높이려면 용접공이 항상 최대 출력을 유지하는 것이 바람직합니다. 고주파 용접기의 전력은 작동 전압과 전류의 곱과 같습니다. 특정 크기의 용접기에는 작동 전압 및 전류(공칭 정격과 거의 동일)에 대한 최대 제한이 있으며 이를 너무 많이 초과할 수 없습니다. 매개변수가 너무 높으면 용접기가 손상될 수 있습니다. 따라서 전압과 전류가 고주파 용접기의 정격전류와 정격전압에 동시에 도달하여 정격전력, 즉 용접기의 최대 허용전력을 출력할 수 있게 된다.
정상적인 상황에서 용접기 전력의 인위적인 조정은 작동 전압을 조정하여 이루어지며 작동 전류의 크기는 전압 및 탱크 회로의 임피던스에 의해 결정됩니다. 파이프 종류의 변화와 인덕터, 자성봉, 개방 각도의 차이로 인해 탱크 회로의 임피던스(커패시턴스와 인덕터)가 다릅니다. 따라서 고주파 용접기의 전압과 전류의 최적의 정합을 달성하는 것(동시에 정격을 달성하는 것)이 어렵고 최대 전력을 달성하는 것도 어렵습니다.
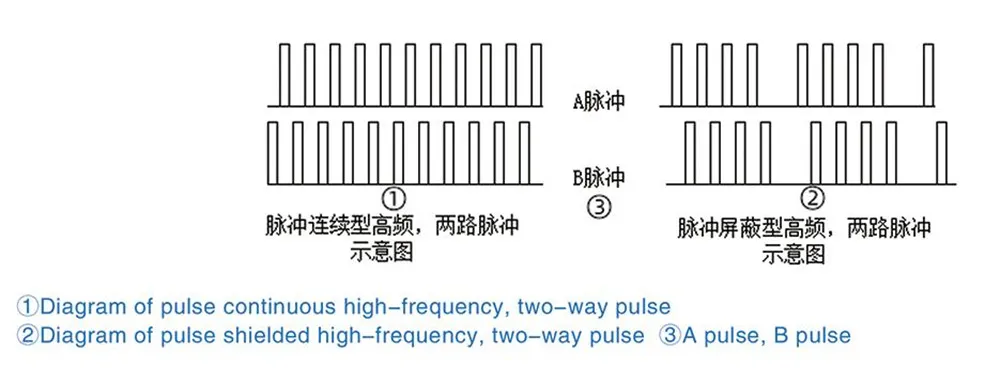
이 문제를 해결하기 위해 직렬 공진을 갖는 고주파 전원 공급 장치를 사용하여 인버터 펄스를 조정하여 전류를 조정할 수 있습니다. 일반적으로 인버터 MOS를 구동하는 두 개의 펄스는 반전되고 연속적이며 펄스가 있으면 MOS가 켜지고 인버터 브리지에 전류 출력이 있습니다. 펄스가 없으면 MOS가 꺼지고 인버터 브리지가 꺼집니다. 전류를 출력하지 않습니다. 이와 같이 몇 펄스마다 한 펄스를 차단하면 전류의 일부를 차단할 수 있으며, 평균 전류는 감소하게 되는데, 이는 탱크 회로의 임피던스가 증가하는 것과 동일하므로 다음과 같은 효과가 있다. 전압과 전류 간의 최상의 일치를 달성합니다.
고주파 용접기의 최대 출력이 필요하지 않은 경우 펄스를 줄이고 임피던스를 높이고 전압을 정격 값에 도달시키는 것만으로 전류를 줄일 수 있습니다. 이 고전압 및 저전압 저전류 작동 모드는 고주파 용접기의 역률을 향상시키고 무효 전력 손실 및 고조파 간섭을 줄일 수 있습니다.

펄스 차폐 기술을 적용한 고주파 용접기는 인버터 제어반과 일부 외부 부품만 교체하면 되며, 구조나 외관에는 거의 변화가 없습니다. 고주파수에도 영향을 미치지 않습니다.
그러나 불연속적인 펄스로 인해 전류가 불안정하여 필터링 커패시터와 같은 부품에 압력을 가할 수 있습니다.