- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
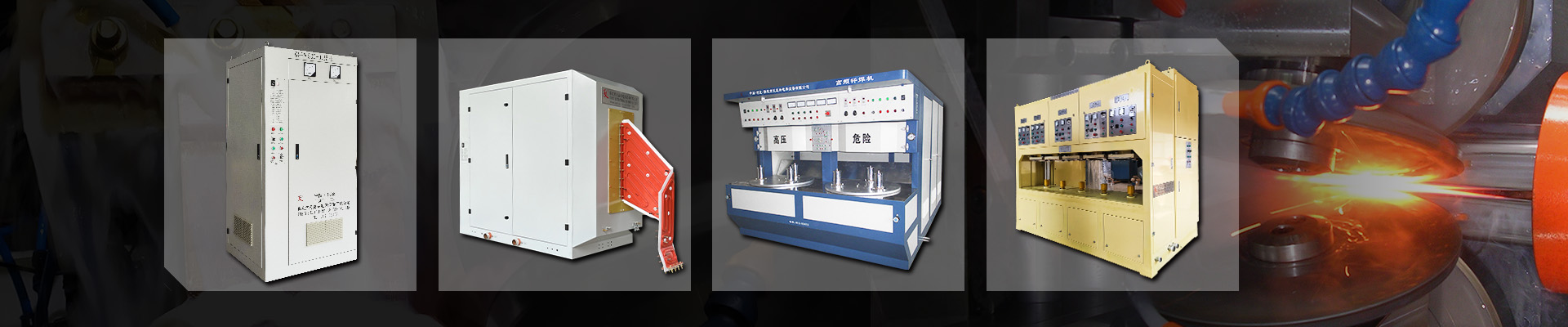
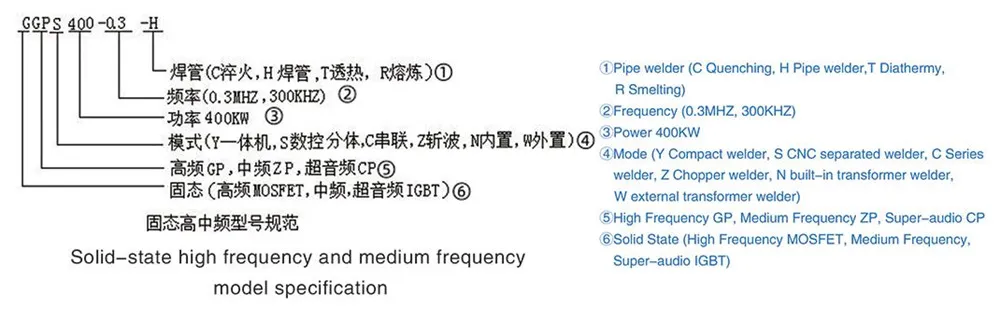
고주파 용접기의 전원 및 주파수 선택
고주파 용접기에는 다양한 모델이 있습니다. 저전력 용접기의 경우 한 레이어 50KW, 중전력 용접기의 경우 한 레이어 100KW, 고출력 용접기의 경우 한 레이어 200KW 또는 300KW입니다.
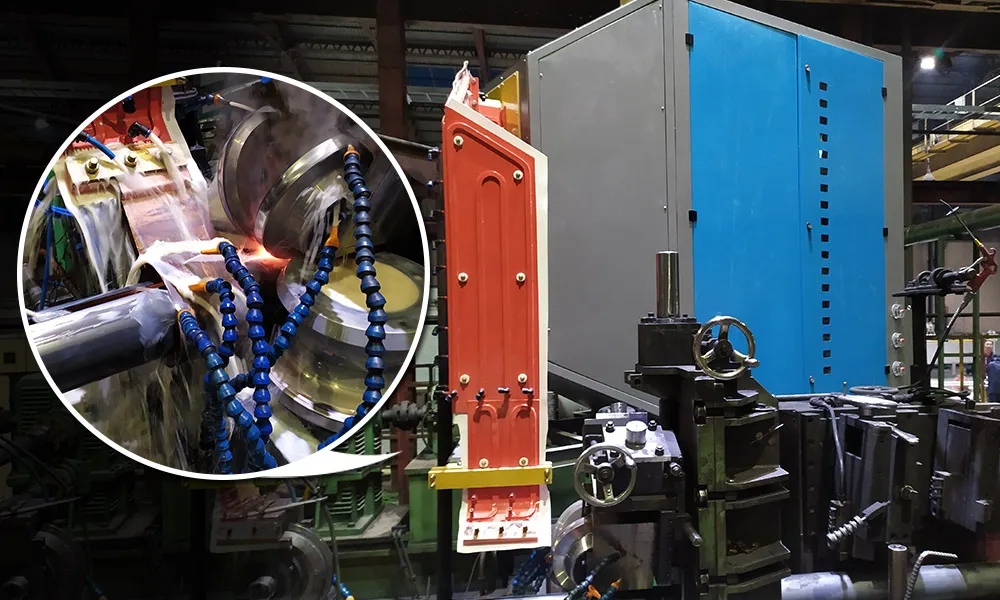
1. 출력 선택은 주로 생산된 파이프 유형과 필요한 생산 속도에 따라 결정됩니다. 고주파 용접기 전력 외에도 강관 벽 두께, 직경, 재료, 인덕터 직경, 회전, 구리 튜브, 자성 막대의 직경, 길이, 재료 및 냉각과 같은 용접 속도에 영향을 미치는 많은 요소가 있습니다. ; 압출 롤러 앞의 강관 개방 각도의 크기.etc.
일반적으로 우리는 사용자가 생산한 대부분의 강관 벽 두께를 주요 기준으로 삼고, 벽 두께가 약 1mm인 경우 100KW 용접기를 사용합니다. 벽 두께는 약 2mm이며 200KW 용접기를 사용하십시오. 등의 벽 두께는 약 8mm이며 800KW 용접기를 사용합니다. 강관 직경이 클수록 속도는 느려집니다. 정상적인 조건에서 이 원리에 따르면 속도는 기본적으로 요구 사항을 충족할 수 있습니다. 속도에 대한 특별한 요구 사항이 있는 경우에는 특별한 고려 사항이 필요합니다. 대형 용접사는 작은 파이프를 용접할 수 있고, 소형 용접사는 대형 파이프를 용접할 수 있지만 속도가 다를 뿐입니다.
전원 선택은 공장 전원 공급 장치 용량과 가격도 고려해야 합니다.
2.주파수 선택은 간단합니다. 일반적으로 얇은 벽과 소형 전력 용접기 주파수는 높고, 두꺼운 벽과 대형 전력 용접기 주파수는 낮습니다. 우리는 100KHZ에서 600KHZ 용접기까지 생산할 수 있습니다. 철저한 용접에서 주파수가 높을수록 전기가 더 많이 절약됩니다. 용접 열 영향 영역이 좁습니다.